 pt
pt
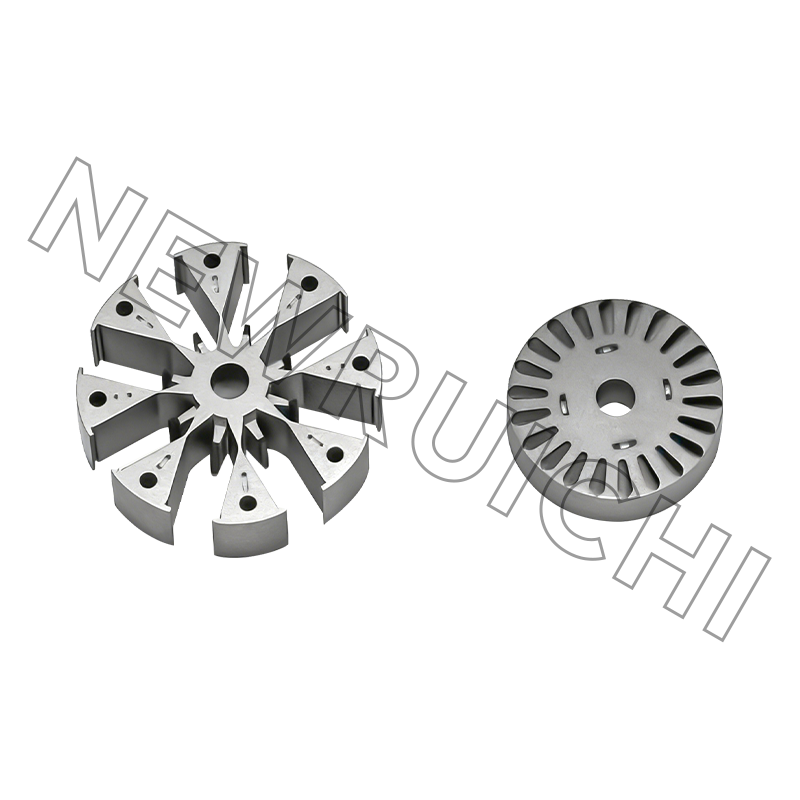
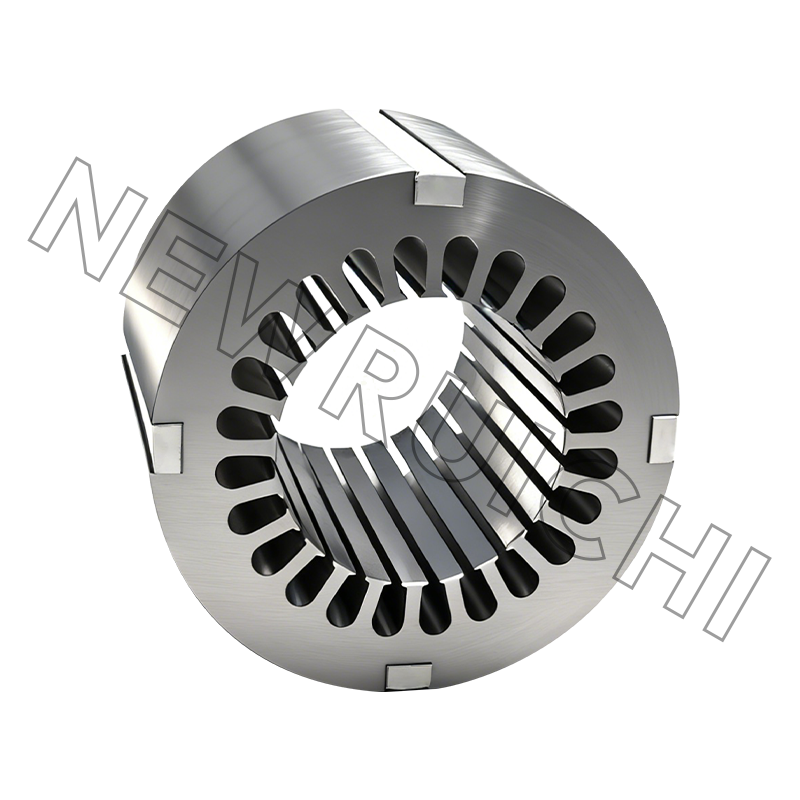
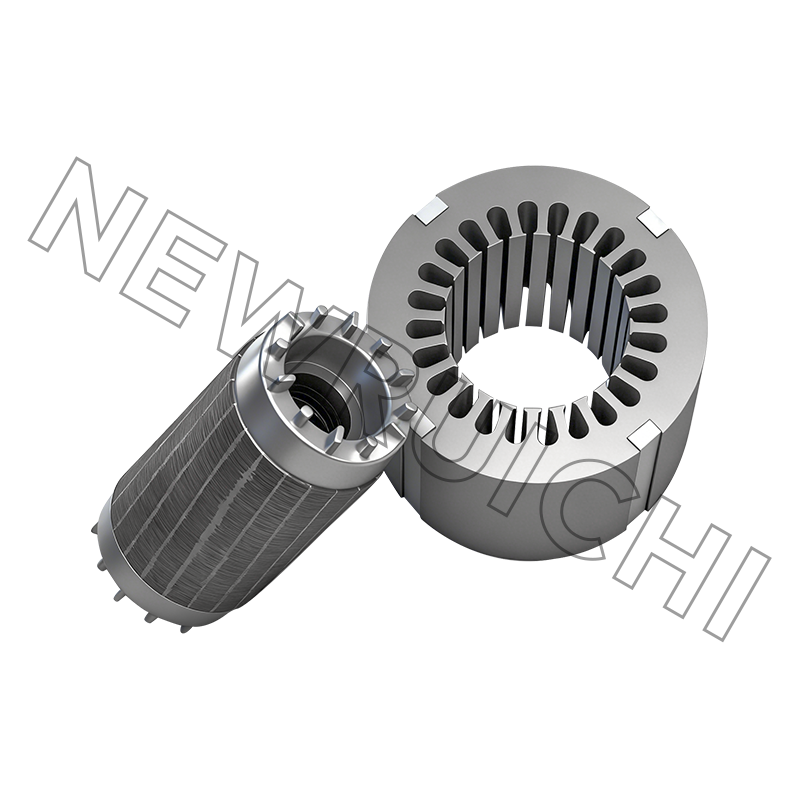
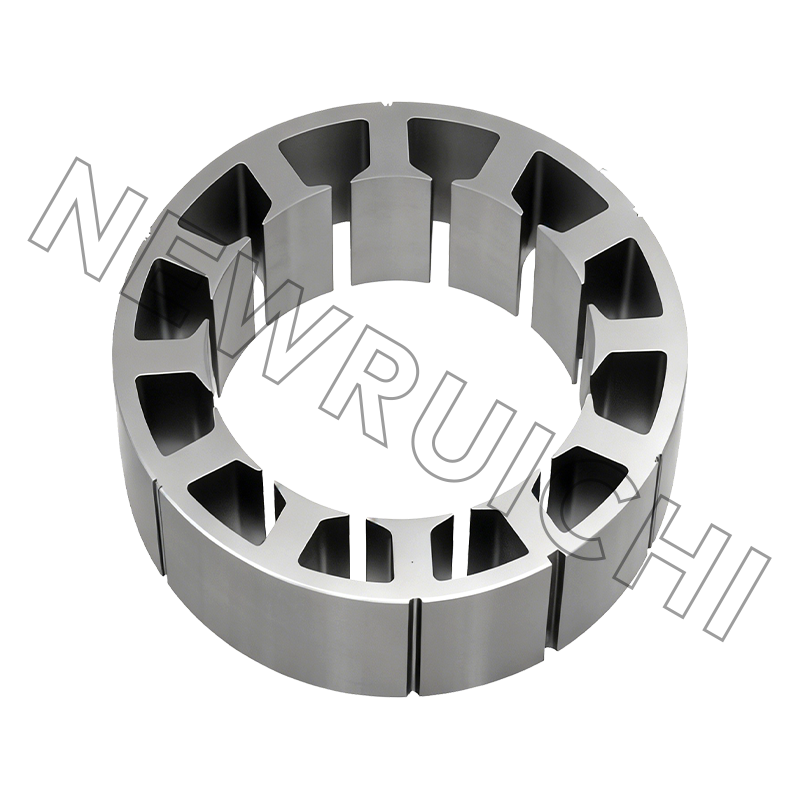
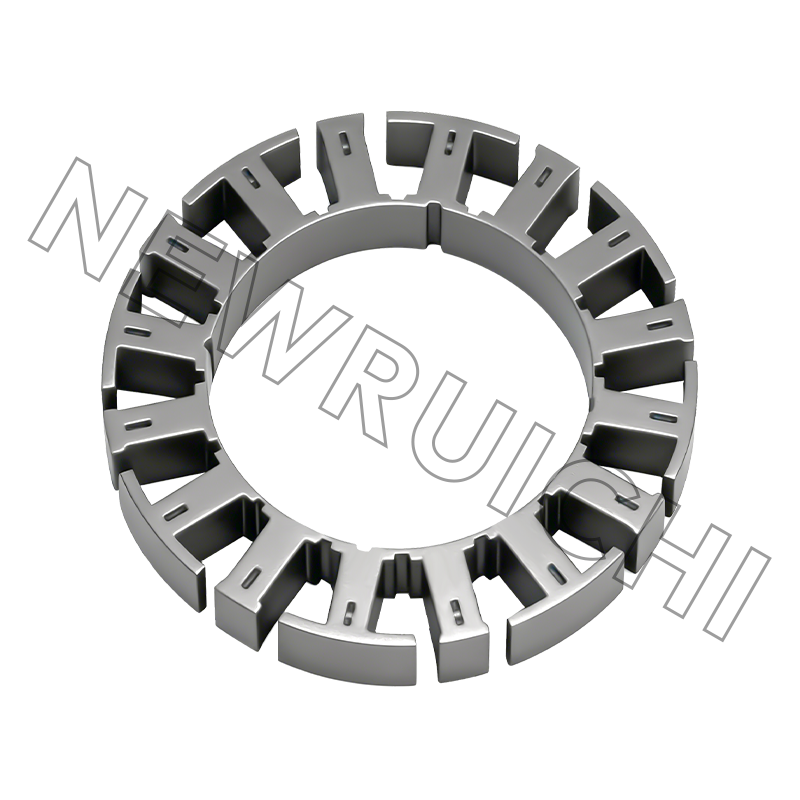
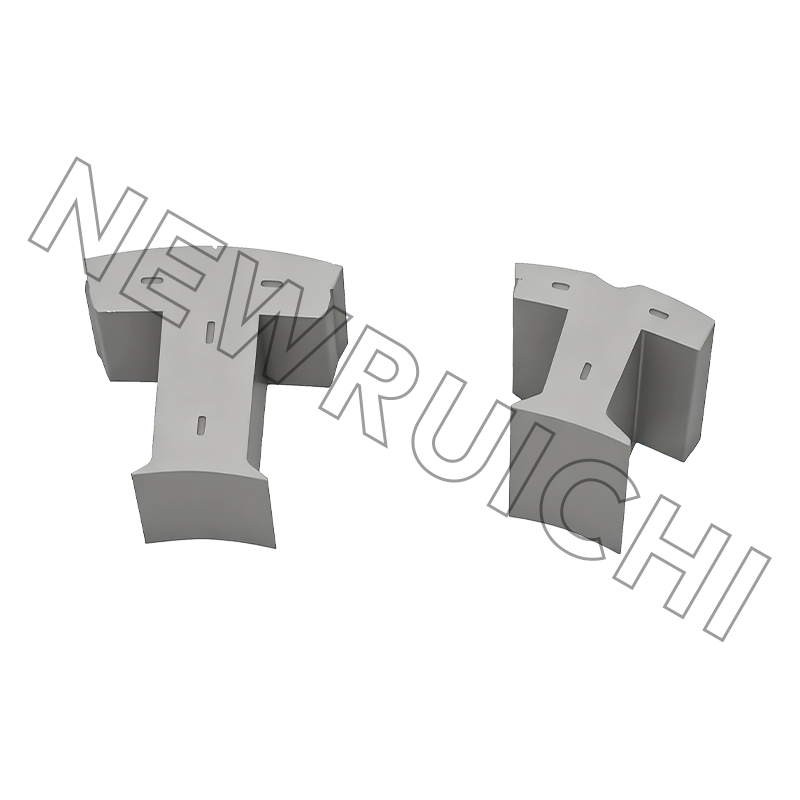
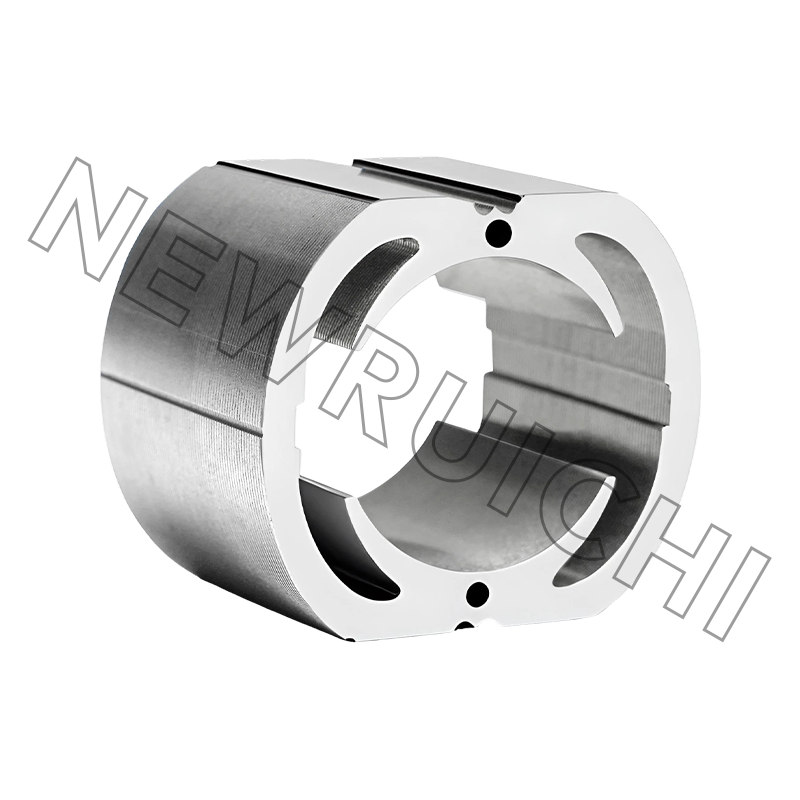
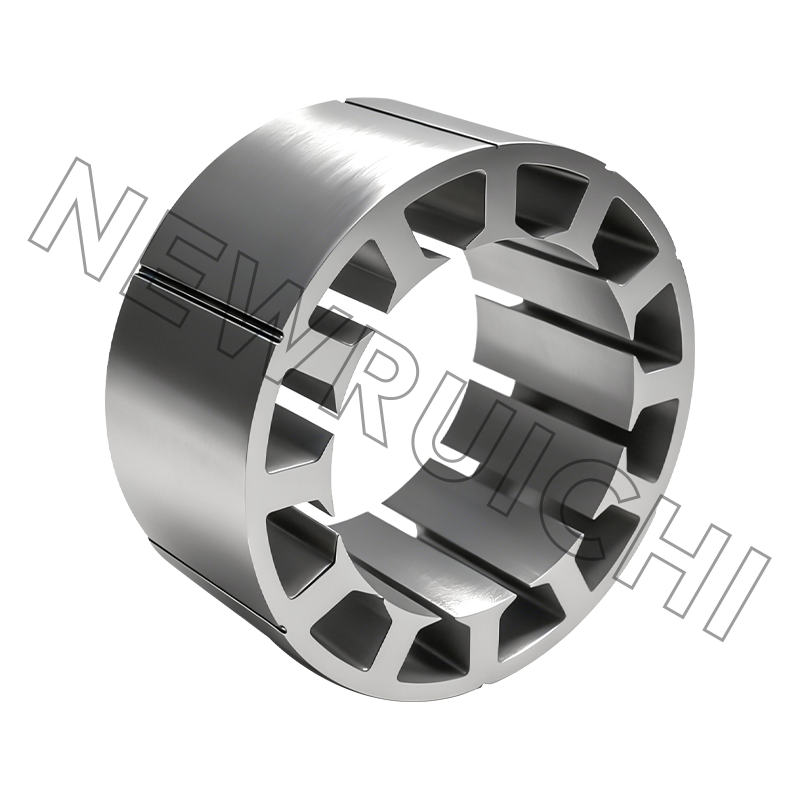
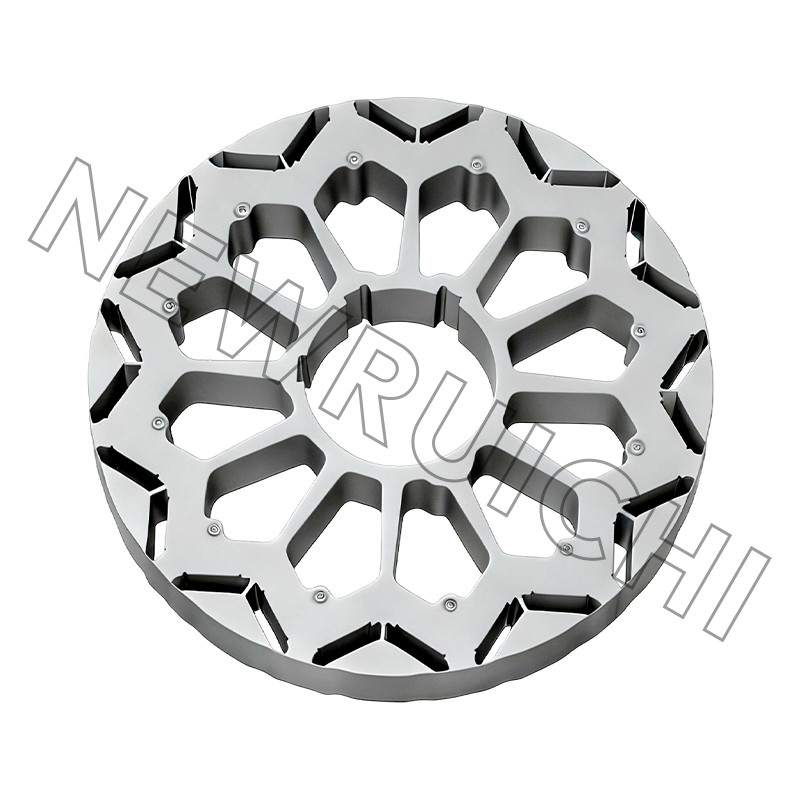
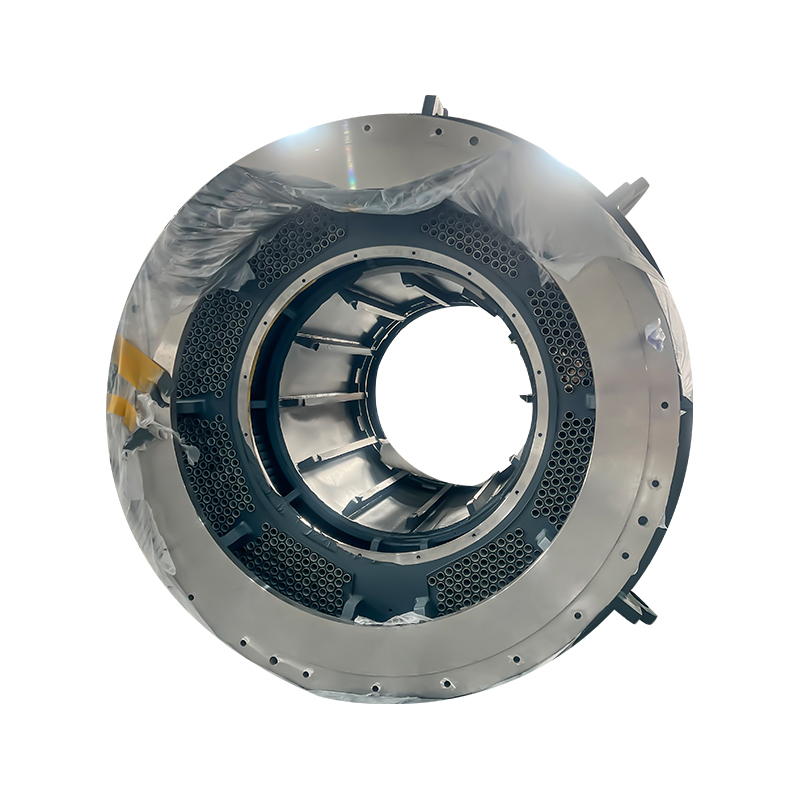
Núcleo do estator do servo motor e laminações do rotor
Por que o núcleo do estator do motor define o desempenho do servo sistema
Em qualquer sistema de movimento de precisão, o servo motor funciona como a junta de atuação – traduzindo a entrada elétrica em saída mecânica controlada com capacidade de resposta em nível de milissegundos. No centro desse processo de conversão está o núcleo do estator do motor: a estrutura magnética fixa que gera o campo eletromagnético rotativo que aciona o rotor. Sua geometria, propriedades de material e precisão de fabricação determinam coletivamente a eficiência e a precisão com que ocorre a conversão de energia.
Um núcleo de estator bem projetado faz mais do que conduzir fluxo magnético. Ele molda a distribuição espacial desse fluxo através do entreferro, influenciando diretamente a linearidade do torque, a qualidade da forma de onda do back-EMF e a capacidade do motor de manter o controle de posição preciso em condições de carga variadas. Em braços robóticos, centros de usinagem CNC e linhas de montagem automatizadas de alto ciclo – ambientes onde a precisão posicional é medida em micrômetros e os tempos de ciclo em milissegundos – o núcleo do estator não é um componente comum. É um elemento de desempenho de precisão.
Os fabricantes que tratam a seleção e especificação do núcleo do estator como uma decisão de engenharia, em vez de uma decisão de aquisição, obtêm consistentemente melhores resultados no nível do sistema: menor ondulação de torque, redução do acúmulo térmico e intervalos operacionais mais longos entre os ciclos de manutenção.
Seleção de materiais: a base do desempenho magnético de baixa perda
As propriedades magnéticas e elétricas do material de laminação estabelecem um limite máximo na eficiência do motor e na resposta dinâmica. Para laminações de estatores e rotores de servomotores, o aço silício de alta permeabilidade - normalmente aço elétrico não orientado com teor de silício variando de 2% a 3,5% - é o material preferido em aplicações de servo de precisão.
A liga de silício suprime as perdas por correntes parasitas aumentando a resistividade elétrica, enquanto os graus de alta permeabilidade garantem que o circuito magnético satura em densidades de fluxo mais altas, permitindo mais saída de torque por unidade de volume do núcleo. Os principais parâmetros de desempenho a serem especificados na aquisição de material de laminação incluem:
- Perda central (W/kg) — medido em densidade e frequência de fluxo específicas (por exemplo, 1,0 T a 50 Hz ou 400 Hz para aplicações de alta velocidade); menor perda de núcleo reduz a geração térmica e melhora a eficiência na velocidade operacional
- Permeabilidade relativa (μr) — maior permeabilidade reduz a força magnetomotriz necessária para atingir uma determinada densidade de fluxo, permitindo uma geração de torque mais responsiva
- Espessura da laminação — laminações mais finas (0,20 mm, 0,27 mm, 0,35 mm) reduzem as perdas por correntes parasitas em frequências elétricas mais altas; a espessura apropriada depende da velocidade nominal do motor e da largura de banda de controle
- Revestimento isolante — o isolamento interlaminar (normalmente revestimento de grau C-5 ou C-6) evita que correntes parasitas se formem entre as laminações empilhadas, mantendo as características de perda pretendidas do núcleo montado
Para servomotores de ultra-alta velocidade operando acima de 10.000 RPM, ligas metálicas amorfas ou classes de ferro-cobalto podem ser especificadas no lugar do aço silício convencional, oferecendo perda de núcleo substancialmente menor em altas frequências com um custo adicional correspondente.
Estampagem de precisão: como o processo de fabricação impulsiona a consistência dimensional
A transição do aço elétrico bruto para o aço acabado laminações do estator e do rotor do servo motor requer tecnologia de estampagem de precisão capaz de manter tolerâncias geométricas rígidas em execuções de produção de alto volume. A inconsistência dimensional nas laminações – variações na geometria da ranhura, largura do dente ou diâmetro externo – se traduz diretamente em assimetria magnética no núcleo montado, produzindo distorção harmônica no fluxo do entreferro e aumentos mensuráveis na ondulação de torque.
A estampagem progressiva é o método de produção dominante para laminações de servomotores, oferecendo o rendimento e a repetibilidade necessários para uma qualidade consistente em escala. Os principais parâmetros dimensionais controlados durante a estampagem incluem:
- Tolerância de geometria de slot — a largura e a profundidade da ranhura afetam diretamente o fator de enchimento do enrolamento e a relutância do caminho do fluxo; as metas de tolerância típicas para laminações de grau servo são ±0,02 mm ou mais estreitas
- Controle de altura de rebarbas — rebarbas excessivas da zona de cisalhamento de estampagem aumentam a espessura efetiva da laminação, comprometem a integridade do isolamento e criam concentrações de tensão que elevam a perda de histerese; a altura da rebarba é normalmente controlada para ≤0,05 mm
- Planicidade e curvatura — laminações fora do plano criam uma não uniformidade de empilhamento que introduz excentricidade do rotor e vibração na velocidade de operação; o desvio de planicidade é normalmente especificado dentro de 0,1 mm por 100 mm de diâmetro de laminação
- Concentricidade do diâmetro interno e externo - crítico para manter o entreferro uniforme ao redor da circunferência do rotor, que governa diretamente o conteúdo harmônico espacial da forma de onda de densidade de fluxo do entreferro
Bordas suaves obtidas através da folga controlada da matriz e da manutenção regular da matriz também contribuem para o equilíbrio mecânico durante a rotação em alta velocidade, reduzindo as forças de excitação de vibração que, de outra forma, se traduziriam em ruído audível e desgaste acelerado do rolamento.
Projeto do núcleo do rotor do estator: correspondência pólo-ranhura e otimização do circuito magnético
O núcleo do rotor do estator A configuração - a combinação da contagem de slots do estator, contagem de pólos do rotor e sua relação geométrica - é a principal variável de projeto que governa a magnitude da ondulação do torque, o torque de engrenagem e a indutância do enrolamento em servomotores. Acertar essa combinação não é simplesmente uma questão de selecionar um número alto de pólos ou um grande número de slots; requer avaliação sistemática das interações harmônicas entre a distribuição do MMF do estator e o padrão de fluxo do rotor.
Combinações comuns de pólo-slot usadas em projetos de servo motores e suas características de desempenho estão resumidas abaixo:
| Combinação de Pólo/Slot | Torque de Engrenagem | Fator de enrolamento | Aplicação Típica |
|---|---|---|---|
| 8P/12S | Baixo | 0.866 | Servo de uso geral, robótica |
| 10P/12S | Muito baixo | 0.933 | Posicionamento de alta precisão, acionamento direto |
| 6P/9S | Médio | 0.866 | Servo compacto, dispositivos médicos |
| 14P/12S | Muito baixo | 0.933 | Baixo-speed high-torque, collaborative robots |
Além da seleção polo-ranhura, recursos de projeto auxiliares na geometria do núcleo do rotor do estator - incluindo inclinação da ranhura do estator, inclinação do ímã do rotor e chanfro da ponta do dente - são aplicados para atenuar ainda mais os harmônicos de torque dentada. Esses refinamentos geométricos são implementados na fase de estampagem da laminação, tornando sua execução precisa dependente da mesma precisão dimensional discutida na seção anterior.
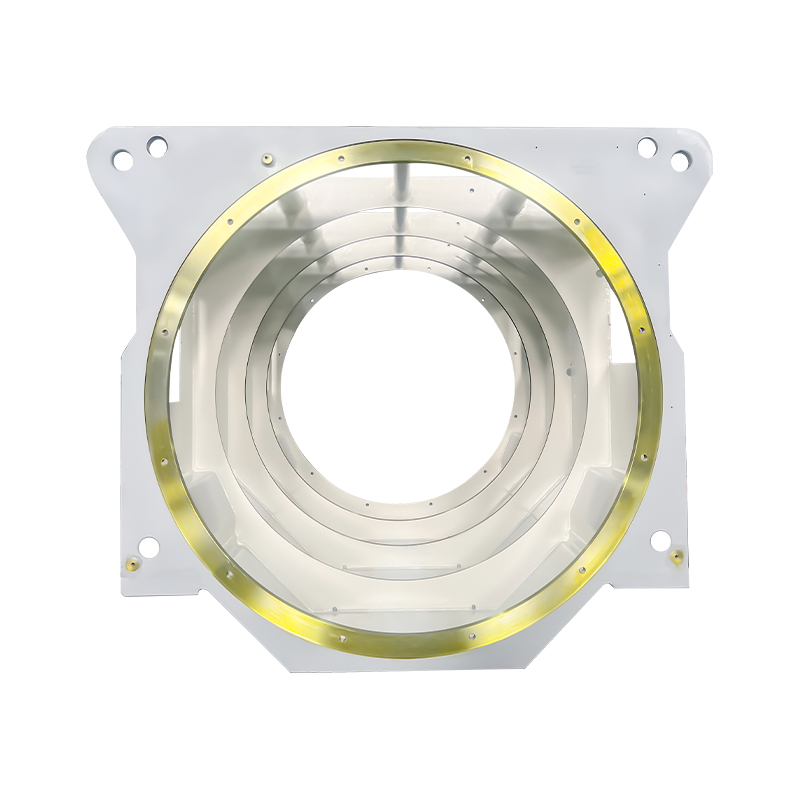
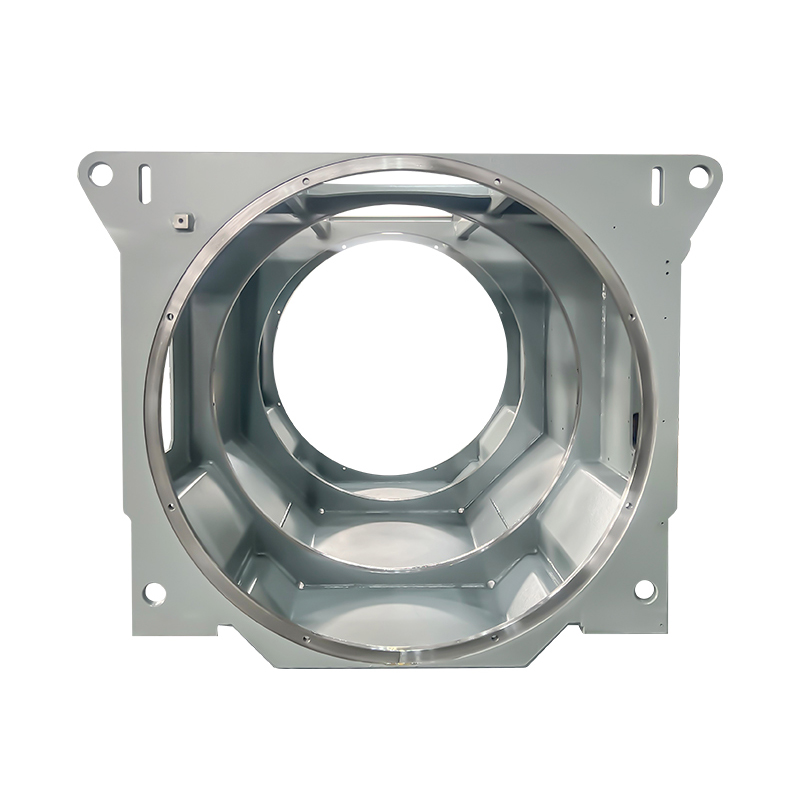
Empilhamento, colagem e montagem de núcleos: das laminações aos núcleos funcionais
As laminações individuais do estator e do rotor do servo motor adquirem seu valor funcional completo somente quando montadas em um núcleo empilhado coerente com contato interlaminar consistente e alinhamento axial preciso. O método de montagem escolhido afeta a integridade mecânica, o desempenho magnético e a adequação para processos de fabricação posteriores, incluindo inserção de enrolamento e balanceamento de rotor.
O primary stacking and bonding methods used for servo-grade cores are:
- Intertravamento (auto-rebitável) — covinhas ou abas estampadas interligam as laminações adjacentes durante o empilhamento, proporcionando coesão mecânica sem adesivos ou fixadores; o método mais comum para produção de alto volume devido à velocidade e eficiência de custos
- Soldagem a laser — cordões de solda axiais aplicados ao longo do diâmetro externo do núcleo empilhado; produz uma montagem rígida com boa estabilidade dimensional, embora a tensão induzida pela solda possa aumentar marginalmente a perda local do núcleo nas zonas afetadas
- Colagem adesiva (pilhas de laminação coladas) — adesivos anaeróbicos ou epóxi aplicados entre superfícies de laminação; elimina tensões mecânicas de soldagem ou intertravamento, preservando todas as propriedades magnéticas de cada laminação; preferido para servo núcleos de ruído ultrabaixo e de alta precisão
- Montagem de parafuso passante — laminações alinhadas num mandril de precisão e fixadas com parafusos passantes; usado principalmente para tamanhos de estrutura maiores onde o intertravamento ou soldagem é impraticável
Para núcleos de rotor em servomotores de ímã permanente, o alinhamento preciso do empilhamento axial é particularmente crítico. O desalinhamento entre a pilha de laminação do rotor e a geometria de montagem do ímã introduz caminhos de fluxo assimétricos que elevam o torque de engrenagem e o ruído acústico durante a operação.
Opções de personalização para geometria de laminação de servomotor
As geometrias de laminação padrão cobrem os tamanhos de carcaça de servo motores e configurações de pólo-slot mais comuns, mas muitas aplicações de movimento de precisão exigem projetos de laminação personalizados para atender a requisitos específicos de desempenho, embalagem ou integração. A personalização da geometria de laminação está disponível nas seguintes dimensões:
- Diâmetro externo e interno — adaptado às dimensões específicas da estrutura do motor ou às restrições de integração de acionamento direto
- Formato da ranhura e largura de abertura — otimizado para bitolas específicas de fios de enrolamento, fatores de preenchimento e metas de indutância de vazamento de slot
- Geometria da ponta do dente — ângulo de chanfro e largura da ponta ajustados para equilibrar a redução do torque dentada em relação à densidade do fluxo na região da ponta do dente
- Geometria do bolso magnético do rotor — para projetos de rotores internos de ímã permanente (IPM), o formato do bolsão determina a eficácia da barreira de fluxo e a taxa de saliência, os quais influenciam a contribuição do torque de relutância e a largura de banda de controle dinâmico
- Comprimento da pilha — ajustado para atender às metas de densidade de torque dentro das restrições de empacotamento axial
Protótipos de ferramentas para geometrias de laminação personalizadas podem ser produzidos a um custo relativamente baixo usando eletroerosão a fio ou corte a laser para validação inicial, com ferramentas de matriz progressivas comissionadas assim que a geometria for confirmada. Essa abordagem de dois estágios permite que os projetistas de motores iterem na geometria da laminação sem se comprometerem prematuramente com investimentos de alto volume em ferramentas.
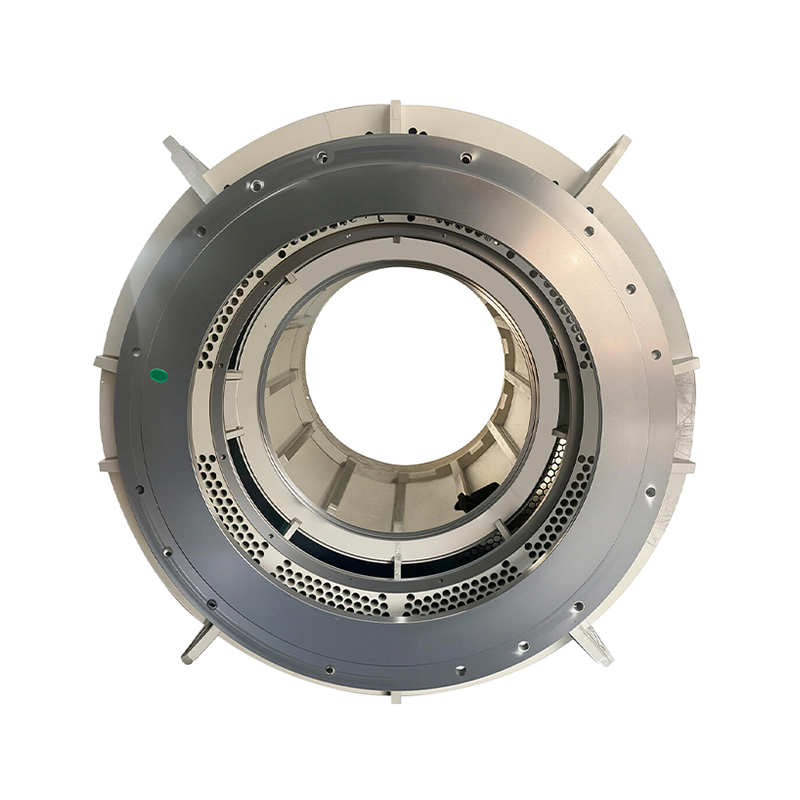
Resultados de desempenho: o que os núcleos de alta qualidade oferecem na aplicação
O cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Ondulação de torque reduzida — possibilitando perfis de movimento mais suaves em juntas robóticas e estágios de posicionamento linear, com benefícios diretos para a qualidade do acabamento superficial em aplicações de usinagem e precisão de trajetória na automação pick-and-place
- Temperatura operacional mais baixa — a perda reduzida do núcleo se traduz em menor geração de calor na carga nominal, prolongando a vida útil do isolamento do enrolamento e permitindo ciclos de trabalho contínuos mais elevados sem redução de capacidade
- Resposta dinâmica mais rápida — menor perda magnética e maior permeabilidade melhoram a estabilidade constante do torque do motor em toda a faixa de velocidade operacional, suportando larguras de banda de circuito de corrente mais estreitas no servo-drive
- Vibração e ruído acústico reduzidos — planicidade controlada da laminação, bordas suaves das ranhuras e equilíbrio preciso do rotor suprimem as forças de excitação mecânica que geram ruído audível, um requisito cada vez mais especificado em aplicações médicas, de semicondutores e de robótica colaborativa
- Desempenho consistente entre lotes — tolerâncias dimensionais rigorosas em todas as execuções de produção garantem que os parâmetros de desempenho do motor permaneçam dentro das especificações durante toda a vida útil de um programa de produção, reduzindo a necessidade de calibração individual do motor na fase de integração do sistema
Em ambientes de fabricação de alto ciclo, onde os servomotores podem executar dezenas de milhões de movimentos de posicionamento por ano, essas vantagens de desempenho aumentam ao longo da vida operacional do sistema - reduzindo o consumo de energia, estendendo os intervalos de manutenção e melhorando o custo total de propriedade em relação aos motores construídos em componentes do núcleo do rotor do estator de especificações mais baixas.
Seu endereço de e-mail não será publicado. Os campos obrigatórios estão marcados *



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefone/Telefone:
+86-18861576796 +86-18261588866
Telefone/Telefone:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Direitos autorais © Wuxi Nova Ruichi Technology Co., Ltd./Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricantes de núcleos de estator e rotor
